ABS (Acrylonitrile Butadiene Styrene) is a thermoplastic polymer known for its excellent impact resistance, chemical resistance, and high-gloss finish, making it suitable for various applications in injection molding.
ABS injection molding is a widely used manufacturing process in industries such as automotive, electronics, and medical devices.
Through the injection molding process, molten ABS plastic is injected into molds under high pressure, enabling efficient mass production of complex parts.
This article will explore the process characteristics, material properties, and applications of ABS injection molding across various industries, providing readers with a comprehensive understanding of the advantages and challenges of this essential manufacturing technology.
Properties Of ABS Material
As a high-performance thermoplastic polymer, ABS is highly favored for its excellent mechanical properties, superior impact resistance, and chemical stability.
It is a versatile thermoplastic that combines the strength of acrylonitrile, the toughness of butadiene, and the rigidity of styrene, resulting in a material that offers excellent dimensional stability and structural integrity.

Mechanical Properties
ABS material properties include a relatively low specific gravity of about 1.06 and a baseline tensile strength of 46 MPa (approximately 6600 PSI), contributing to lightweight yet durable molded parts with excellent mechanical properties suitable for structural applications.
The material’s excellent dimensional stability ensures that injection molded ABS parts maintain tight tolerances and consistent quality, which is especially important in high volume production runs.
Thermal Properties
Unlike crystalline polymers, ABS does not have a true melting point but instead gradually transitions into a viscous fluid as it is heated.ABS resin demonstrates good thermal resistance within a moderate temperature range, typically performing well between -20°C and 80°C.
Chemical Resistance
Additionally, ABS plastic material demonstrate good chemical resistance to various acids, alkalis, and hydrocarbons, enhancing their suitability for automotive components, power tool housings, and consumer electronics.
Weathering Resistance
ABS plastic has poor UV resistance, leading to degradation, color fading, and brittleness when exposed to sunlight, making it unsuitable for outdoor applications without protective coatings.
Processing Performance
ABS is hygroscopic and must be thoroughly dried before processing to prevent injection molding defects such as bubbles and cloudiness in the final product; it is recommended to control the moisture content to 0.05% or below.
ABS material also has a low and predictable shrinkage rate, typically ranging from 0.5% to 0.7%, which is highly advantageous for components requiring strict dimensional tolerances during the injection molding process.
The availability of various ABS grades allows manufacturers to select the best fit for specific applications, balancing factors such as impact resistance, heat resistance, and surface finish requirements.
Despite some limitations like poor weathering resistance and susceptibility to thermal decomposition if overheated, material abs remains a popular choice due to its versatile material usage, cost-effectiveness, and capacity to produce molded components with excellent dimensional stability and surface quality.
Property | Value / Description |
|---|---|
Material Name | ABS (Acrylonitrile Butadiene Styrene) |
Specific Gravity | ~1.06 |
Tensile Strength | ~46 MPa (6600 PSI) |
Thermal Stability Range | -20°C to 80°C |
Melt Temperature Range | 180°C to 230°C |
Moisture Content | ≤ 0.05% (dry before processing) |
Shrinkage Rate | 0.5% to 0.7% |
Chemical Resistance | Good resistance to acids, alkalis, hydrocarbons |
UV Resistance | Poor (requires protective coating for outdoor use) |
Fatigue Resistance | Low |
Dimensional Stability | High |
How To Design Parts For ABS Injection Molding ?
Designing parts for ABS injection molding requires careful consideration of several factors to ensure manufacturability, structural integrity, and aesthetic quality.
Proper part design can prevent common defects such as warping, sink marks, and inconsistent wall thickness, which can compromise part performance and increase production costs.
Wall Thickness Management
Maintaining uniform wall thickness throughout the part is crucial in ABS injection molding. Variations in wall thickness can lead to uneven cooling rates, causing internal stresses, warpage, and dimensional inaccuracies.
It is recommended to keep wall thickness within a narrow range, ideally varying no more than 25% between adjacent sections. Typical wall thickness for ABS parts ranges from 1.14 mm (0.045 in) to 3.56 mm (0.140 in), balancing strength and moldability.
Draft Angles and Ejection
To facilitate easy ejection from the mold and prevent part damage, ABS parts should include draft angles typically between 0.5° and 1°. The draft angle ensures that parts release smoothly without excessive friction, which can cause deformation or surface defects.
Rib Design and Reinforcement
Ribs are commonly used to reinforce thin-walled ABS parts without significantly increasing wall thickness. Proper rib design includes maintaining a rib thickness of 40% to 60% of the nominal wall thickness and adding fillets at the base to reduce stress concentrations.
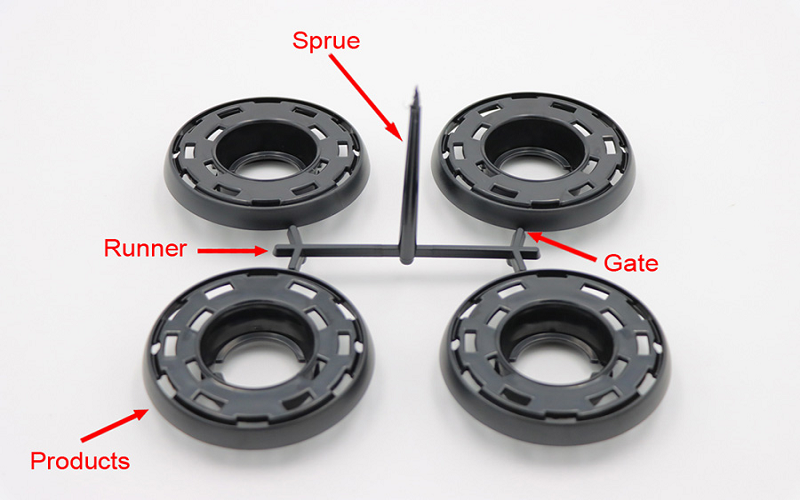
Gate Location and Flow Path
Selecting the appropriate gate location is vital for achieving uniform filling and minimizing weld lines or flow marks. Gates should be positioned to allow balanced flow into the mold cavity, reducing the risk of incomplete filling and internal stresses.
Considerations for Surface Finish
ABS parts can achieve a high-gloss or matte finish depending on mold surface treatment and process parameters. To minimize surface defects such as flow lines, weld lines, and sink marks, designers should avoid abrupt thickness changes and ensure balanced cooling throughout the part.
Design for Post-Processing
If post-processing steps such as metal plating, painting, or CNC machining are planned, the part design should accommodate these processes.
For example, plating-grade ABS requires specific surface preparation to ensure proper adhesion, while CNC machining considerations include sufficient material thickness and allowance for fixture points.
By integrating these design principles, manufacturers can optimize ABS injection molded parts for performance, aesthetics, and cost-effectiveness, minimizing defects and ensuring reliable production outcomes.
ABS Molding Process Parameters
ABS injection molding involves several critical process parameters that must be carefully controlled to achieve high-quality molded parts.
These parameters include temperature control, injection pressure, injection speed, mold temperature, and cooling time.
Material Preparation
Since ABS is hygroscopic, proper drying of abs resin before processing is necessary to achieve optimal results. Drying at 80–85°C for 2–4 hours reduces moisture content to below 0.05%, preventing defects like bubbles, cloudiness, and surface imperfections.
Temperature Control
Proper molding temperature control is essential in ABS molding to prevent thermal degradation and ensure optimal flow of molten material.
The recommended melt temperature range for abs pellets during injection molding is between 180-230°C, and exceeding this range can lead to thermal decomposition and defects in the molded parts.
Maintaining the mold temperature between 60°C and 80°C helps achieve uniform cooling, reducing internal stresses and minimizing warpage. Overheating ABS can cause thermal decomposition, leading to discoloration and surface defects.
Injection Pressure
Due to the relatively high viscosity of ABS molten material, higher injection pressures are often required to fill the mold cavity completely.
Injection pressure typically ranges between 800 and 1500 bar, depending on part size and complexity. Adequate pressure ensures proper packing of the mold cavity, reducing sink marks and improving dimensional accuracy.
Injection Speed
Injection speed must be optimized to balance filling the mold quickly without causing flow lines or weld lines. Too high injection speed can generate excessive shear heat, causing thermal degradation, while too low speed may result in incomplete filling or short shots.
Cooling Time
The cooling phase significantly affects molding cycle time and part quality. Efficient cooling channels and optimized cooling time ensure the ABS solidifies uniformly, reducing internal stresses and shrinkage. Proper cooling also minimizes surface defects such as sink marks , flow lines, and other surface defects.
Injection Molding Machine
The choice and calibration of the injection molding machine influence the process parameters. Machines with precise temperature control, adjustable injection pressure, and speed settings enable better control over the molding process.
Modern injection molding machines with servo-hydraulic systems can improve energy efficiency and process stability.
By carefully managing these process parameters, manufacturers can produce ABS injection molded parts with excellent mechanical properties, dimensional accuracy, and surface finish, while minimizing defects and production costs.
Advantages Of ABS Injection Molding
ABS injection molding offers numerous advantages that make it a preferred choice among manufacturers for producing high-quality plastic components.
Excellent Dimensional Stability
ABS molded parts exhibit outstanding dimensional stability, which is crucial for applications requiring tight tolerances and consistent quality.
This stability is achieved through the material’s low and predictable mold shrinkage rate, typically between 0.5% and 0.7%, allowing precise control over part dimensions during production.
High Impact Resistance and Toughness
One of the hallmark features of ABS is its superior impact resistance and toughness. This makes abs plastic parts highly durable and capable of withstanding mechanical stresses and shocks, which is especially beneficial in automotive and consumer electronics applications where durability is essential.
Versatility in Design
ABS plastic injection molding supports complex geometries and intricate designs, enabling manufacturers to produce parts with detailed features and fine surface finishes. Its good flow characteristics allow for the molding of thin walls and complex shapes without compromising structural integrity.
Cost-Effectiveness
Material waste during ABS injection molding can significantly impact overall production costs, necessitating efficient material handling systems to minimize waste.Compared to other engineering plastics, ABS offers a cost-effective solution due to its relatively low material costs and efficient processing.
Ease of Processing
ABS maintains good processability, with a wide processing window that facilitates faster cycle times and higher production rates. Its compatibility with modern injection molding machines equipped with precise temperature and pressure controls helps minimize defects and improve overall production efficiency.
Environmental Benefits
ABS is recyclable, and many manufacturers incorporate recycled ABS material into their injection molding projects, contributing to sustainability efforts.
Additionally, modern injection molding machines with servo-hydraulic systems reduce energy consumption by up to 50%, lowering the environmental footprint of ABS molding operations.
In summary, ABS injection molding can avoid moisture-related defects through proper drying treatment, and by precisely controlling injection pressure and injection speed, the optimal molding effect can ultimately be achieved.

Applications Of ABS Injection Molded Parts
ABS injection molded parts find extensive use across a wide range of industries due to their excellent mechanical properties, versatility, and cost-effectiveness. Below are some of the key application areas where ABS components play a vital role:
Automotive Industry:ABS is widely utilized in the automotive sector for manufacturing interior components such as dashboards, instrument panels, door liners, and seat belt parts. Its impact resistance and dimensional stability make it ideal for auto parts that require durability and precise fitment.
Medical Devices:ABS injection molding is used in producing non-invasive medical device housings, protective storage cases, and equipment components.
Household Goods:ABS material is utilized in the production of household goods such as vacuum cleaner housings and kitchen appliances due to its toughness and ability to be easily colored.
Building and Construction:In the construction industry, ABS is employed for high-strength pipes, fittings, and industrial components. Its chemical stability and resistance to corrosion enable it to perform reliably in plumbing and infrastructure applications.
Toys and Recreational Products:ABS is the preferred material for many plastic toys, including the iconic LEGO bricks, due to its safety, strength, and ease of molding. Its ability to be colored vibrantly and maintain dimensional accuracy ensures consistent quality in toy manufacturing.
Industrial Equipment:ABS parts are used in various industrial equipment for components requiring impact resistance and chemical stability. This includes housings, protective covers, and structural parts that need to endure mechanical stress and exposure to harsh environments.
Overall, the broad applicability of ABS injection molded parts stems from their balance of strength, durability, aesthetic versatility, and cost-effectiveness, making ABS a material of choice across multiple sectors.

Conclusion
In summary, ABS injection molding stands out as a versatile and highly cost-effective manufacturing process; it produces strong, durable plastic parts with excellent dimensional stability and impact resistance.
This process finds wide applications across various industries—from automotive manufacturing and medical devices to household goods and toys—demonstrating its strong adaptability and reliability.
Although ABS faces challenges such as moisture sensitivity and poor UV resistance, which require strict process control and material management, its advantages in ease of processing, recyclability, and design flexibility continue to make it the preferred material for many injection molding manufacturers.
If you are looking to start a new ABS injection molding project, feel free to contact FOWMOULD for a free quote and professional consultation. Our team will tailor solutions to ensure your product design and manufacturing process are efficient and worry-free.