









Share :
Share :
Looking to make a plastic stool mold but don’t know where to start?
Look no further! In this blog post, we will walk you through the steps necessary to create your own plastic stool mold. This process is not difficult, but it does require some patience and attention to detail.
If you follow these instructions closely, you will be able to create a high-quality mold that can be used for many different purposes. Let’s get started!
No.1 is the most simple stool, light and also cheap, mainly used in construction sites and some temporary sites.
No.2 is the children’s seat stool, most common in kindergartens and children’s playgrounds.
No.3 is the children’s non-slip stool, in kindergartens and children’s playgrounds outside, as well as the bathroom, convenient for children to use when bathing.
No.4 is the plastic stool has become popular in recent years, mainly used in libraries, museums and parks, etc.
No.5 is similar with No.3, compared to the No.3, this size is larger, suitable for adults in the bathroom and some easy to slip site use.
No.6 is a plastic folding stool, because the folded up to take up a small volume, so when you go out to dinner and waiting outside.
No.7 is a more common small stool, suitable for light weight people sit, the biggest advantage of this style is the price is cheap.
No.8 is the rattan plastic stool, this is based on the ordinary model to increase the appearance of the rattan, both to increase the beauty of the plastic stool, but also to enhance the strength of the product, the weight can be heavier, but the disadvantage is the high price.
No.9 is the extended version of the seventh, the most cost-effective, in terms of product sales are also the most.
No.10 is a step stool, a comprehensive version of No.3,7,9, combining a little of each of them converge.
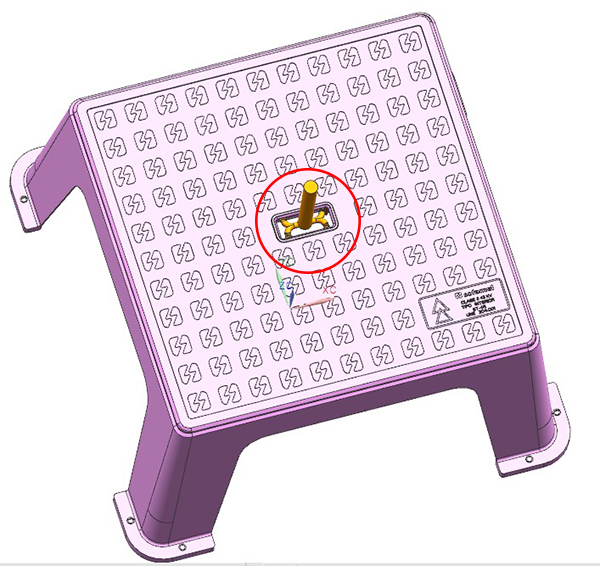
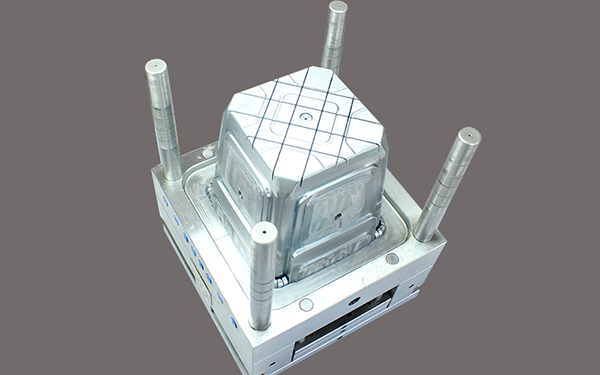
Ⅰ:The first point is the gate design of the plastic stool mold, which is usually in the center of the stool.
During the design of the product, a blank area will be left in the center of the top of the stool, and a single point hot runner will be used to pour from the center of the stool, which can evenly complete the injection molding of the plastic stool.
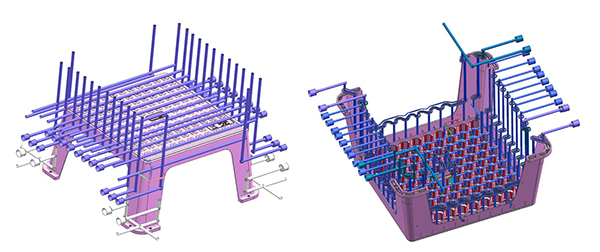
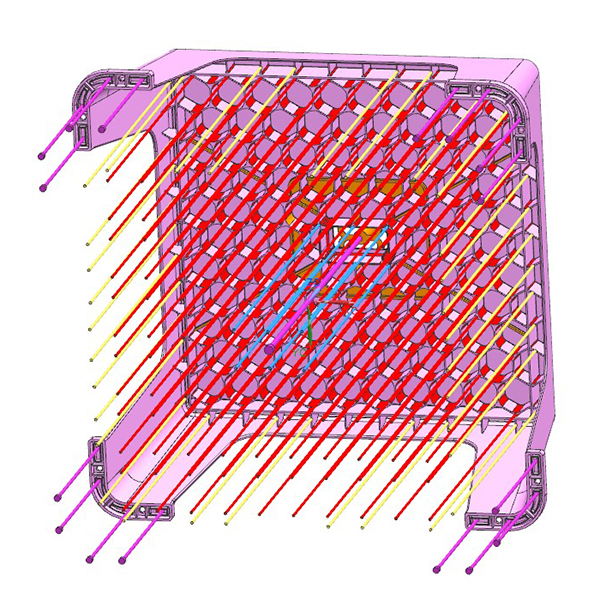
Ⅱ:The second point is the cooling system of your stool mould, which needs to do more and finer work in order for it’s cooling effect on each part. Perfecting this will ensure that you get a better product with less cost throughout production because there won’t be any wasted materials or time!
Ⅲ:The third point is the ejector design of the stool mold, the height of the stool is generally quite high, need some long ejector pin in the injection molding completed when the stool from the top of the mold to ensure the separation of the stool and the mold.
In order not to affect the appearance of the stool surface when the ejector, we will put the location of the ejector pin design on the reverse side of the stool reinforcement.
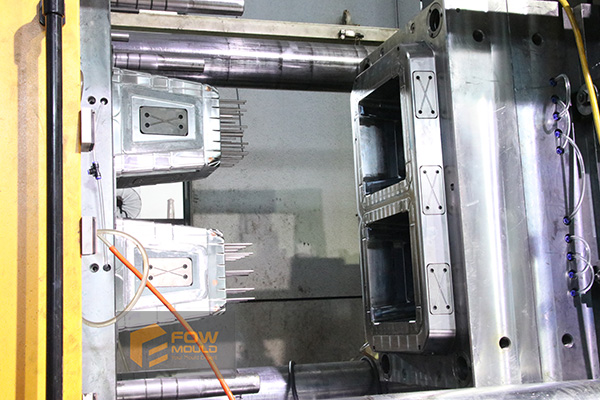
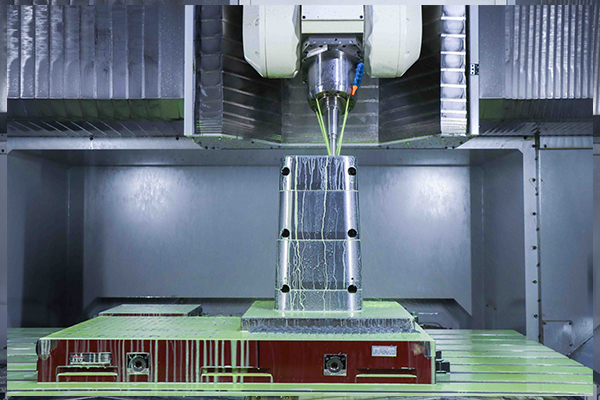
The processing of plastic stool mold is mainly core and cavity.
The processing of the cavity of the stool mold mainly depends on whether the CNC processing tool is long enough to process without shaking the tool. Some stool designs are difficult to process in place at one time, so EDM is also needed. After finishing CNC and EDM, the cavity of the stool mold also needs to arrange deep hole drilling to process the waterway as well as polishing.
The processing of the core of the stool mold can be completed by the conventional CNC processing.
For more accurate processing, we will use five-axis high-speed milling with 20,000r/min to process the parting surface of the stool mold in place at one time to avoid secondary processing.
After finishing the shape processing, the back of the core of the stool mold also needs to process the ejector hole, we usually put it on the five-axis deep hole drill to process, usually the processing time of the ejector hole of a stool mold is 18 hours.
Check if the appearance of the stool mold is all intact.
Check if all sides of the stool mold have been polished well, especially the reinforcement part, if there are burrs on the reinforcement part, it is easy to cause the product surface to be strained when the injection cannot be released normally or when the mold is released.
Check whether the tightness of the thimble of the stool mold is suitable, if the thimble is tight when ejecting, it needs to be readjusted.
Check whether the waterway of the stool mold is smooth, sometimes there will be iron chips stuck in the waterway, causing the waterway of the mold not to be smooth, and affecting the injection of the mold.
At the beginning of injection molding, you need to clean the oil on the mold, spray some mold release agent, the injection pressure is adjusted to 50%, see if the lower gate position is normal, if the first mold hit is uniform injection piece, this is a normal situation. Next, increase the pressure to 75%, at this time the stool product is not fully formed, see if the 4 legs of the stool are about the same size. If the 4 feet are about the same size, that means it is normal, you can continue to increase the pressure until the whole product is molded.
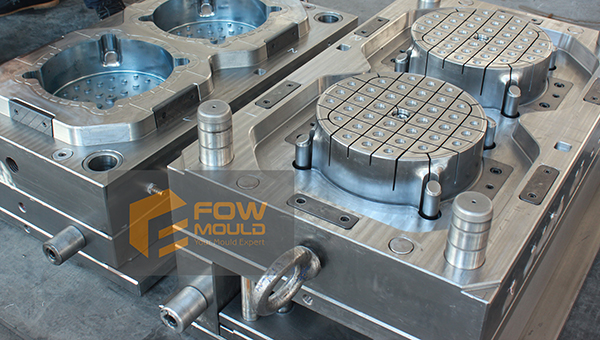
For stool mold, basically every mold factory can do it, as long as there are mold designers and complete processing equipment.
The stroke of CNC equipment is around 800-1000mm, but some rattan moulds will be bigger, so the stroke of CNC equipment needs to be bigger, we usually use 1580x1000mm stroke CNC equipment to make sure all stool moulds can be processed. Also we have 5 axis high speed milling and 5 axis deep hole drilling, all complex stool moulds can be processed and made.
Please contact us using the form below or emailing (harry@fowmould.com)