Product Design of Plastic Flower Pot
There are many kinds of flower pots, according to the material distinction, there are metal flower pots, wooden flower pots, ceramic flower pots and plastic flower pots, while the production cost of plastic flower pots is lower, high production efficiency, in all flower pots, plastic flower pots accounted for 40%.
Among plastic planters, PP material is the most common, the product has thin wall thickness, light weight, and the production cycle of a planter can be as low as 6 seconds. Products can be stacked and transportation costs are cheap, making plastic planters all over the world.

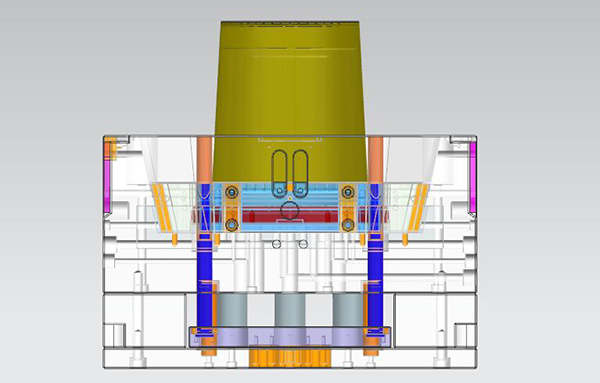
Mould Design of Flower Pot Mould
Most of the plastic flower pots are round or square, so in the process of flower pot mold making, the location of the gate is basically one point hot runner into the glue at the bottom, the advantage of doing so is that in the process of injection molding, the flow rate is uniform and does not run off, and at the same time, the cost of one point hot runner is not expensive.

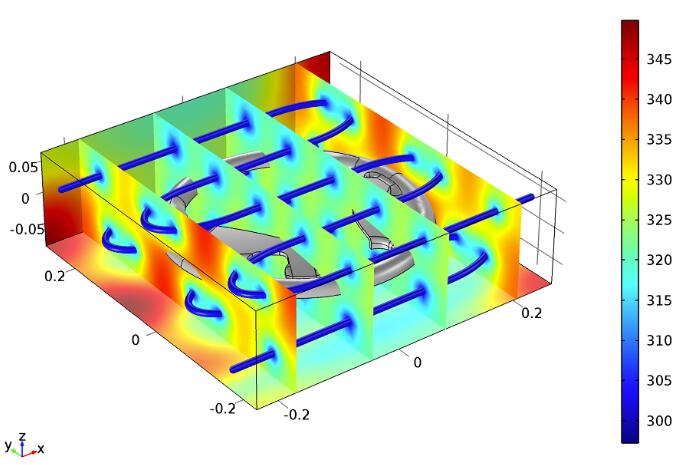
2)Cooling System of Flower pot mould
The purpose of the flower pot mold cooling system is to make the product cool evenly and eject the molding in the shortest time. The good or bad arrangement of mold cooling system directly affects the molding quality and production cost of flowerpot mold.
Impact on the quality of flower pot products: During the injection process, the cooling system can control the temperature of the flower pot mold, and the uniform mold temperature can reduce the deformation of the products and make the size of the plastic flower pot controlled within reasonable tolerances.
Influence on the production cost of flower pots: the hole diameter of the cooling system is controlled at 6-8mm, and the quantity is large and closely lined up together, which can shorten the cooling time of the flower pot mold, and then improve the production efficiency and reduce the production time of individual flower pots to achieve the purpose of reducing the production cost.
3) The Ejection Design of the Flower Pot Mould
For flower pots without holes at the bottom, air ejection is usually used. For flower pots with holes at the bottom, it will be ejected by using the stripper plate or the top bar. When ejecting, the top bar should be balanced to ensure that the product is not deformed, not broken, and no top white situation. The position of the top bar should be designed in such a way that it does not affect the appearance and function of the product. As far as possible, use the standard top bar, once damaged can be replaced in time, does not affect the injection molding.
Flower Pot Mould Processing Points of Attention
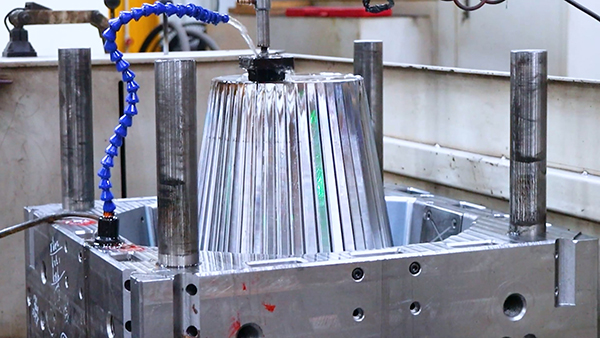
1)CNC Processing
The flower pot mold CNC milling processing: according to the shape and structure of the flower pot product decision, if it is a round flower pot, processing is mainly CNC lathe, according to the size of the product can be directly processed flower pot mold core and cavity. If it is a square or other shape flowerpot, we will use CNC milling to do rough machining first, and then use Makino V90s to do finishing machining, so that the precision of flowerpot moulds can be done exactly according to the design requirements.

2)EDM Processing
Some reinforcement bars of flower pot mold are difficult to finish by CNC milling, for these parts that can’t be finished by CNC milling, usually use EDM processing, some use graphite conductive processing, some will use purple copper conductive processing. the EDM processing time will be longer, the cost of processing will also increase, so in the flower pot product design to reduce this kind of reinforcement bars as much as possible, in order to achieve the purpose of economy.
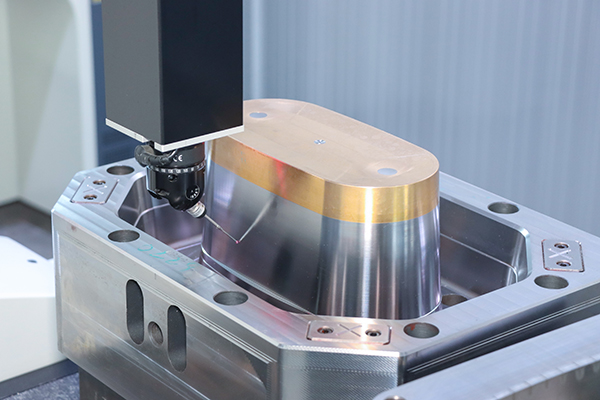
3)CMM Inspection
The flower pot mold in the process of processing, especially after the completion of high-speed milling process, need to go through the CMM check to check whether the processing results are within the tolerance range. Both the core and cavity of the planter mold need to do a data check, and if the machining tolerance is found to be more than 0.02mm, it needs to be reworked to ensure that each part machined is according to the design requirements.
4)Polish Processing
The cavity polishing of the flowerpot mold is very demanding, it needs to be done by hand polishing along the side of the flower pot, and then machine polishing after it is finished, so as to achieve the polishing requirement of B2 or above. If the polishing is not uniform, there will be wavy lines on the surface of the planter product, which will affect the appearance of the planter.

Injection molding requirements
1)Temperature
Barrel temperature: The injection molding process requires control of the barrel temperature, nozzle temperature and mold temperature. The first two temperatures mainly affect the plasticization and flow of plastic, while the latter temperature mainly affects the flow and cooling of plastic. Each plastic has a different flow temperature, and the same plastic has a different flow temperature and decomposition temperature due to different sources or grades, which is due to different average molecular weight and molecular weight distribution.
Nozzle temperature: The nozzle temperature is usually slightly lower than the maximum barrel temperature, in order to prevent the melt from running in the straight-through nozzle. The nozzle temperature should not be too low, otherwise it will cause early condensation of the melt and block the nozzle, or affect the performance of the product due to early condensation of the material into the mold cavity.
Mold temperature: Mold temperature has a great impact on the inherent performance and apparent quality of the product. The temperature of the mold is determined by the presence or absence of plastic crystallinity, the size and structure of the product, performance requirements, and other process conditions (melt temperature, injection speed and injection pressure, molding cycle, etc.).
2)Speed
The melt flow rate is very important because it affects the molecular alignment direction and surface condition in the part; when the melt front reaches the cross area structure, it should be slowed down; for complex molds with radial diffusion, a balanced increase in melt throughput should be ensured; long runners must be filled quickly to reduce cooling of the melt front, with the exception of injecting high-viscosity materials such as PC, because too fast a speed will bring The exception is for high viscosity materials, such as PC, where too fast a speed can bring cold material into the cavity through the inlet.
Adjusting the injection speed can help eliminate defects caused by slowing flow at the inlet level. When the melt passes through the nozzle and runner to the inlet, the surface of the melt front may have cooled and solidified, or the melt may stagnate due to a sudden narrowing of the runner until enough pressure is built up to push the melt through the inlet, which can cause a peak in pressure through the inlet.
3)Pressure
Injection pressure: from low to high according to the size and wall thickness of the product.
Holding pressure: The holding pressure is mainly to ensure the shaping of the product and stabilize the size, which is decided according to the structure and shape of the product.
Clamping force: the force required to close the mold
4)Time
The production cycle of a flower pot mold is determined by the size of the product as well as its weight, with a typical flower pot production cycle of 12-35 seconds.
Flower pot mould making experience
According to our many years of experience in making flowerpot molds, the key point of flowerpot product design is the wall thickness of the product, a reasonable product design can reduce the weight of the product, the processing process is also very easy, injection molding is also easier. In addition to the design, the precision of the processing equipment also has a great impact on the flowerpot mold, and the equipment with high precision can finish the processing of the flowerpot mold at one time. The last point is the injection details of flower pot mold, the choice of material type of plastic flower pots is very important, some flower pots need PP and PE mix, some flower pots need to add some anti-UV additives to achieve a better injection molding effect.

