












Share :
Share :
Plastic spoons are common in today’s life, disposable, inexpensive, and hygienic, so they are often used in restaurants, food packing boxes, and birthday cake boxes.
Because of the different uses, there are more and more designs, but in general, they all need to be made inexpensively and inexpensively. So the requirements for the spoon mould are also getting higher and higher, need to achieve high production efficiency, plastic spoon mould costs should also be controlled.
The plastic material of knife, fork and spoon usually use food grade PP and PS.
PP material is relatively soft and not easy to break when used, while PS material is easy to break, so the choice of plastic material should be based on the use of the type of plastic to determine the type of plastic.
After determining the plastic material, we will use different shrinkage rate according to the different materials. 1.7% for PP material and 1.05% for PS material, so the choice of material must be determined before making the mould.
When designing a plastic spoon, it is important to consider both function and weight.
The ideal item will be strong enough so that you can use it without worrying about breaking but also light enough not to cause strain on your hands when carrying out another task while holding onto this utensil tightly!
The slope of any given blade should match up with how much force would need to be applied in order to achieve penetration into food items being cut or eaten; otherwise, the damage could occur such as bending pointy noses, etc., which isn’t really what we want happening during cooking sessions.
Cold runner molds are cheaper but produce runner gates during the production process, while hot runner spoon mould are more expensive and produce no scrap during the production process.
Our recommendation is to use cold runner for production up to 500,000 shots, and hot runner for production above 500,000 shots.
In the actual production process, we will also recommend customers to choose one point hot runner in the center.
For the choice of plastic spoon mould steel, we usually use hardened H13 or S136. The hardened H13 steel can reach 45-48° and the hardened S136 steel can reach 48-52°, so the hardness can greatly improve the life of the mold.
At FOW MOULD, we understand that material price fluctuations can have a significant impact on businesses. To help reduce the impact of these fluctuations, we stock a large amount of steel.
For example, we currently have 50 tons of H13 steel and 50 tons of S136 steel in our warehouse. This allows us to cut the steel as needed, without having to worry about prices rising or falling. In addition, we regularly review our stock levels to ensure that we have enough steel on hand to meet our customers’ needs. By stocking a large amount of steel, we are able to provide our customers with the stability they need to succeed.
The steel must be cut on a grinder to ensure the template is flat. The plastic spoon mould will have a brighter appearance if the steel is ground first. After the steel is cut, the ground steel can be used to make a better quality mould. The template should be ground on both sides to ensure it is flat. If it is not flat, the plastic spoon mould will not be as strong and could break during use.
The ground template will also have a brighter appearance. The grinding process removes any slight irregularities on the surface of the steel, resulting in a smoother, brighter finish. In addition, grinding also helps to create a stronger bond between the steel and the plastic Spoon mould. As a result, the final product will be of a higher quality and will be more durable.
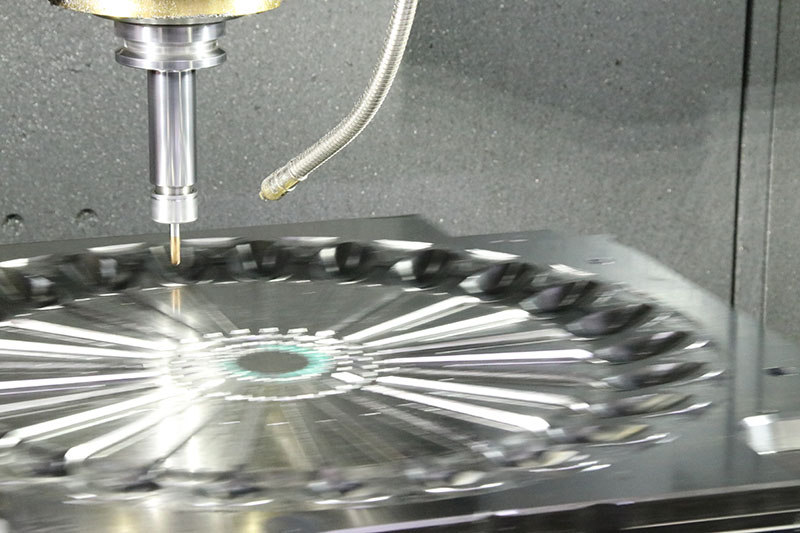
Because the plastic spoon mould is quenching material, so the processing process needs to do two processing.
The first is to do rough machining before quenching, after rough machining to do quenching treatment, quenching good steel hardness will be harder, so need high-speed milling to do finishing treatment.
Finishing process, the tool head speed is very fast, and the amount of undercut to control is 0.01mm, which will also extend the finishing time. According to our experience, the finishing time of a 24-cavity plastic spoon mould is about 60 hours.
Next, we need to process the ejector pin which is also known as a spoon’s “ejection system”. 2 holes are cut out in each part so that products can be ejected smoothly during injection molding.
This technique allows for more efficient production and greater accuracy with parts shots due because there isn’t any wobbly motion from side-to breakage like what would happen if only one hole was left open at once
At the beginning of injection molding, the injection pressure should not be adjusted to a high level, but to 50% of the normal injection pressure, injection – holding pressure – ejecting, first see if the mold operation is smooth.
If everything is normal, then increase the injection pressure to 75%, see the operation, and if there is no problem, then adjust to 100%, until the product is fully formed.
For the PS material spoon mould, in the process of ejecting, the ejecting distance should be controlled. If the ejecting distance is too long, it will easily lead to the problem of PS spoon rupture, if the ejecting distance is too short, the plastic spoon will be easily stuck on the mold and cannot fall down.
For spoon mould, most China mold factories can do it, the difficulty is not too big, but to do a good spoon mold, or to choose a China mold factory with spoon mold experience.
They can provide support for design, production, export aspect, and so on. They can shorten the production cycle, reduce the cost of product grammage, and also can assist customers to import molds to provide experience support.
Besides experience, you also need to look at the production equipment of this mould factory, only good equipment can make high-quality spoon mould, judging by our experience, the precision tolerance of processing equipment should be within 0.005mm to make qualified spoon mould, otherwise, this plastic spoon mould is easy to produce flash in the process of production.
Please contact us using the form below or emailing (harry@fowmould.com)