















Share :
Share :
Injection molding is one of the most widely used manufacturing processes around the world, and there are good reasons for it. It is low cost, can be used in mass production, and it doesn’t require too much input in the designing part. This has made the process the most ideal when it comes to manufacturing products that are used in the day-to-day lives of people. But there’s one part of injection molding that many people never know anything about, and that’s the gating system.
We are going to explore what a gating system for injection mold making technology is, the types that exist in the manufacturing space, how they affect the end product, the design defects that are caused by the system, and how the mold gating system is designed in the first place. If you have been curious to know how all this operates, then stick around to the end and get enlightened.
Source: Pinterest
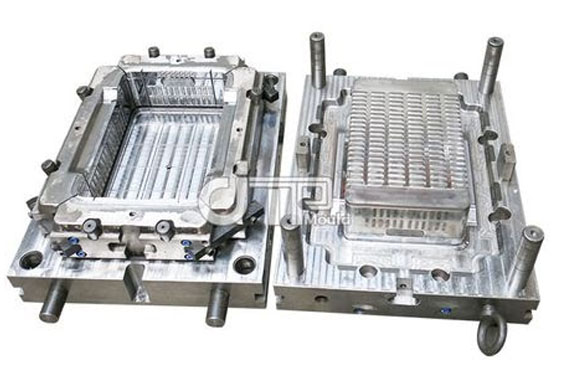
A gating system for injection molding refers to the passageways through which the molten material, be it plastic or metal, goes through as it enters the mold cavity or the cauldron. It is composed of several parts that work independently of each other in a seamless fashion to ensure that everything goes according to the mold design.
Gating systems come in many shapes, sizes, and designs depending on the end product being made. When designing a gating system, one has to pay attention to some important factors that we will explore later on for it to be able to function as designed. To better understand how a gate system for injection molding works, it is important that we familiarise ourselves with the elements that make up the entire system.
Source: Pinterest
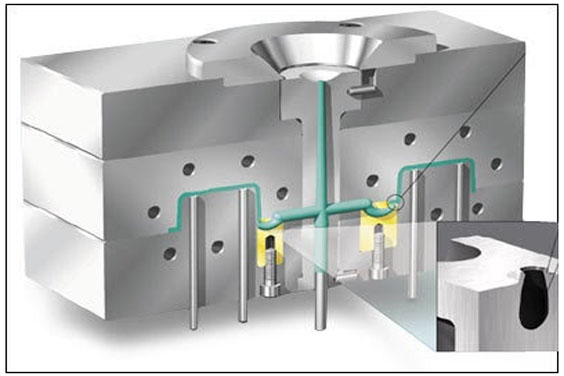
Each gating system for injection molding is made with specific parts that ensure the entire contraption works. Any slight deviation from the normal and everything will go burst. The following are the main elements of a gating system designed for injection molding.
Sprue: This is what feeds the molten material into the runner that in tune reaches the casting by passing through the gates. Sprues are usually tapered, and they come with ends that are bigger at the top. This design is deliberate in order to help the mold receive the molten material efficiently.
Pouring Basins: A pouring basin is what makes it possible for the crucible or the ladle to direct the flow of the molten material from the crucible to the sprue. It is what helps maintain the required flow of the molten material into the mold by reducing the turbulence that usually forms at the sprue entrance. It also helps to separate the dross and the slag from the molten material before it gets the chance to enter the sprue.
Runner: This is a channel that is cut into the mold whose work is to allow the molten plastic material to flow from the injection nozzle to the mold cavity. The runner was installed into the system to counter the varying changes that are present when the injection is in progress due to the changes in temperature and the thickness of the mold. It is basically there to balance things out to allow the injection process more time for the right amount of material to fill the crucible.
Risers: Risers are there to counter the effects of the molten material solidifying at different times. This usually leads to the creation of cavities in the product, which can interfere with its functionality. Risers prevent this by providing the molten material to the casting as the solidification process continues; this causes the cavities to form in the risers instead of the product being molded.
Gates: This is the channel that connects runners to the mold cavity and through which the molten material gets into the mold cavity. The size of the gate determines the nature of the end product through a number of ways, and there are about three types of gates; top gate, bottom gate, and parting line side gate. Each of these is designed for a specific reason, and they have different effects on the final product.
Source: Pinterest
There are various types of injection molding gates that are used widely by plastic manufacturers, but the ones that stand out are about 6. Each of them is designed in a unique way that makes them functional in different capacities. The following are the most common types of gates used in injection tooling factories.
Source: https://richfieldsplastics.com
Edge gates are the most effective and simple gates that are used for injection molding. They are easy to design and make, and adding modifications is also a breeze for most people who want to make changes. Edge gates are also suitable for filling large parts with thicker walls. All these features allow for more plastic flows, and at the same time, they have the ability to hold molten materials for longer.
Edge gates can also be split further into fan gates and tab gates. Fan gates are shaped like rectangles and are wider than the width of the runner that feeds them. This widening of the gate is what allows for molten material to flow without causing any cosmetic defects. A tab gate is the same as a regular edge gate, but it comes with walls that are consistently thick. They are used in making flat parts as they reduce shear stress, a common defect that afflicts thin and flat objects.
Pros
Cons
Source: https://2.imimg.com
Also called the submarine gate, these are gates that are located below the parting line to allow for the automatic trimming of the ejected parts of the molding process, saving people the time they would have spent handling the trimming manually. Tunnel gates are mostly used for manufacturing small injection molding parts and molds with high cavitation.
Pros
Cons
Source: https://richfieldsplastics.com
The cashew gate is also located below the parting line like the tunnel gate and is also sheared automatically when exiting the mold. The gate comes in handy where the injection location is behind or below the show surface. Cashew gates also tend to work best with making small parts.
The biggest challenge associated with this gate is that removing the gate during the ejection process is a little complicated. It requires the plastic to be pulled out from around the arc, and this usually leads to the gate breaking off. For this reason, removable gates are used to allow the engineer to easily remove any broken parts without further damage.
Pros
Cons
Source: https://richfieldsplastics.com
These are gates that are used when a part with a large open diameter is desired. The biggest challenge of making huge mold parts using injection molding is the lack of uniformity, as some parts tend to cool faster than others before the injection is complete. The diaphragm gate was designed to counter this by ensuring that the flow of molten material into the cauldron is uniform so that when the shrinkage and cooling begins, the process is uniform from one end to the next.
This type of gate is used for molding cylindrical products that have openings. It is able to address most of the limitations that other gates usually have to contend with. This is why diaphragm gates are common in manufacturing processes that involve large parts.
Pros
Cons
Source: https://cdncn.goodao.net
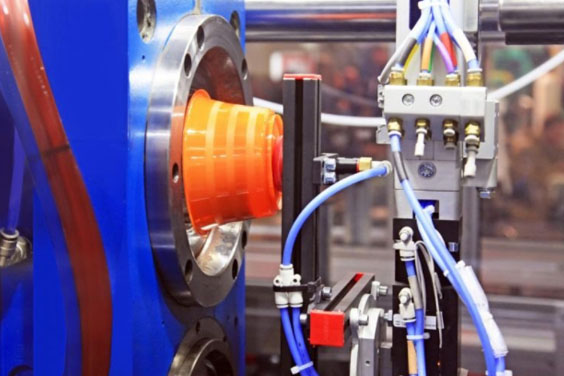
A thermal gate, also called a hot runner, is designed in a way that allows the molten molding material to be kept in that molten state for much longer, held between the molding machine barrel and the part being made. The thermal gate works in the same way as a normal gate that involves the injection of the material into a waiting cavity where pressure is applied and maintained for long enough until uniform cooling is attained. The process is very cost-effective as it minimizes cosmetic defects in the final product.
Pros
Cons
Source: http://www.mhs-hotrunners.com
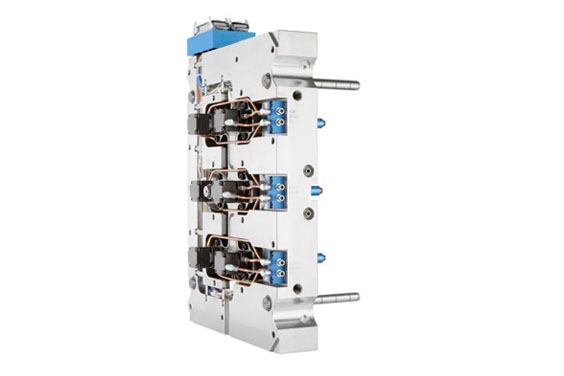
This is a hot runner system that adds a higher level of control compared to other hot runner gates. The mold design comes with a movable pin located inside the hot runner itself. When the pin is located in the back, molten material can freely flow into the molding cavity. When the pin is pushed to the front, the flow is immediately shut off. This gives the operator the ultimate control over the entire feeding system, from the gates to the vestiges.
Pros
Cons
Source: Pinterest
The end product of an injection molding process depends on a number of factors, both internal and external. Most of these factors are within the control of operators and for this reason, special care has to be exercised to ensure that everything works as intended. The following are the gate design factors that affect the plastic parts of the end products.
Injection molding is without faults, after all, anything that makes use of heat will always develop some issues due to the overriding external conditions. Some of the most common defects that can arise due to a faulty gate design include the following.
Source: Google
These are the visible lines you see on the surface of a plastic product such as a plastic molded chair that is different from the uniform texture of the surrounding areas. Sometimes they appear as wavy lines and at times as ring-shaped bands. They rarely impact the structural integrity of the object, but they do affect the appearance negatively.
Flow lines are caused when there are huge variations in the cooling speed as the molten material meters the crate and flows to different areas. The varying thickness of the mold walls could also lead to this defect, and it can be rectified by using gates that have uniform wall thickness as well as increasing the diameter of the injection nozzle.
Source: Google
These are discoloration marks that usually appear as rusted or black edges on some parts of the finished plastic product. They are an aesthetic defect that rarely touches on the functionality of the product unless the damage extends to the point of causing degradation. The cause of this defect is air being trapped during the injection molding due to deformed gates that are not stable. Switching out the gates and enlarging them and the vents would help get rid of this deformity once and for all.
Source: Google
This is the most common deformation that afflicts plastic molded materials, and it is caused when the different parts of the just-finished item cool unevenly. This uneven shrinkage exerts pressure on the entire item, and the more it cools, the bigger the warp until it solidifies permanently into place. This defect can affect the functioning of the product and should be rectified immediately once it shows up to avoid the same happening to other products.
Source: Google
This is a defect that is prevalent in clear plastic products and manifests itself in the form of little air pockets trapped deep inside the finished item. On top of giving the item a bad look, these pockets can undermine the structural integrity of the product if they are pronounced enough. The biggest cause of this defect is the lack of adequate molding pressure that is necessary to expel air from the mold before the gate is closed. Rapid cooling is also another possible cause. To counter it, simply increase the pressure of the molding process and choose materials with lower viscosity.
Source: Google
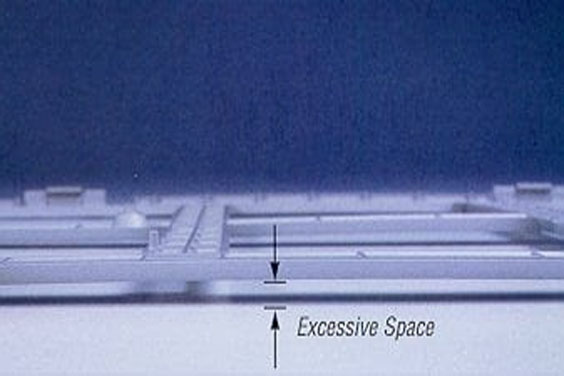
These are small depressions and dents that appear on flat surfaces in a way that is inconsistent with the rest of the molded item. This is usually caused when parts of the item cool very slowly resulting in shrinkage that pulls the outer parts inwards before the closing process is complete. These depressions can be so big to the point where they can affect how the entire product functions. The easiest way to counter this defect is by increasing the holding pressure and time and increasing cooling time to reduce the shrinkage.
Source: Google
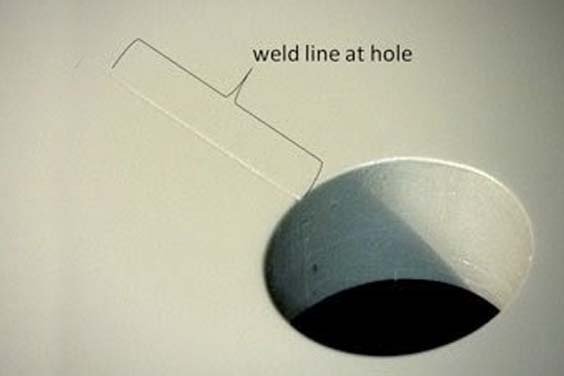
This is a line that appears at the point where two different parts of the same item are welded together. It is hair-like and is caused by weak materials trying to bond with each other. Besides affecting the aesthetic nature of the product, it also affects the strength of the area that has the weld lines. The most common cause of this is when two different parts collide and become insufficiently solidified. The common remedy for this would be to increase the temperature of the material and the speed and pressure of the injection.
Source: Google
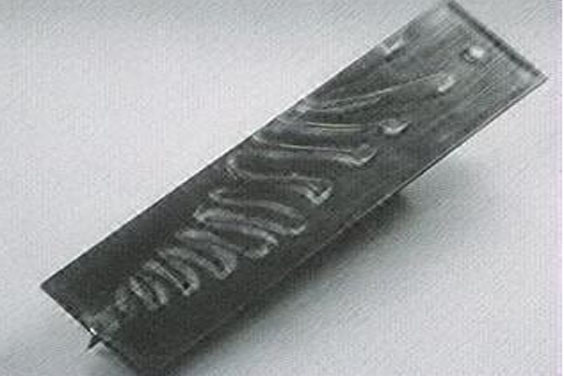
This is a deformation that appears when a jet of molten material is injected into the cavity and starts solidifying before the mold is filled up. This creates a squiggly line on the surface of the material in a distinct pattern. This defect can lead to part weakness, and most objects that feature this defect usually end up being written off. It can be rectified by reducing the injection pressure through the gate, increasing the temperatures of both the materials and the mold, and designing the injection gate in a way that allows the molten material to be injected across the mold instead of lengthwise.
Source: Pinterest
When you consider all the defects that are present due to bad gate designs, the need to find solutions becomes even more important. To fully get the best out of the injection molding gates, the following are some of the improvements you can carry out to ensure everything comes out just right.
The gate location should be placed on the parting surface to ensure easier CNC machining and maintenance.
Always design the runner to be even. Everything from the mold flow to the sectional size should be in perfect balance for the molding gate to function as it should.
The gating location should also be flanked with thick walls to ensure that the cavity can be filled completely during the injection process.
When injecting molten material, ensure that the mold flow doesn’t go in on the inserts. This could lead to getting the pressure of the mold flow being pushed too high, deforming the final product in the CNC molding process.
Add venting when designing the gating system to ensure that the end of the mold flow gets a good venting which in turn ensures that the products being molded come out in the right shape with minimal defects.
The most important design tip you should always include in the gating system is the ease of removal. There should be a mechanism that allows for the safe removal of the gating without affecting the functionality and appearance of the molded parts.
Source: Pinterest
As earlier mentioned, designing an injection mold gating system is a bit tricky, getting it right at the first attempt may be a stretch for many people. Considering that one design will end up being used for mass production, you start to get a clear picture of what you are dealing with. There are some basics of gating system design that you should be aware of if you choose to go down this path.
Injection molding gate systems are an important part of the entire process. They control a lot of things that happen in the background. For the daily use products that emerge from the other end to come out just as expected, the gating system has to be in tiptop shape and designed the right way. For more information on how gating systems work in injection molding, check out our website and have all your questions answered by our team of experts.
Please contact us using the form below or emailing (harry@fowmould.com)