






Share :
Share :
The injection mold making technology utilizes a number of parts to ensure that everything goes according to plan. There is the mold, the injection nozzle, the mixer, and most importantly, the gate. The injection molding gate serves one of the most important roles in the entire process.
We are going to explore injection molding gates, the types that exist, the roles they play in the injection molding, and how they affect the quality of the end product. This is for you if you have always been curious to know how each part of the injection molding machine works.
The injection molding process involves the entry of molten material into a cauldron where it is allowed to cool down, solidify and take the shape of the mold. At the center of all this operation is the injection molding gate. This is the entry point that allows the hot plastic to enter the crate until the right amount is reached.
It is the molding gates that determine the amount of molten material allowed into the crate and the time needed for the injection to be complete. This, in turn, means that the cooling process is also determined by the speed of the gate and the cooling uniformity. It is clearly evident that a good gate is what makes a good injection molding process.
Another important aspect of the injection molding gate system is its location. Wher you chose to have the gate located in the injection molding crate will play a role in determining how the entire process plays out. The following are reasons why gate location is just as important as having a gate itself in the first place.
There are quite a good number of injection molding gates that exist, some major and some minor. But on the border scale of things, there are about six main types of injection mold gates that are discussed below in detail.
These are the most common gates you will ever come across in the injection molding world. These are gates that are easy to produce and they allow for the easy modifications to meet the rising needs as time progresses. The gates are also loved for their ability to accommodate the molding of larger parts without any need for adding new parts to the system.
Edge gates tend to have a larger cross-sectional area when compared to other types of gates; this makes it easy for plastic flows to seamlessly move around the crate, giving the molded crates a much longer hold and freeze times for maximum uniformity when the cooling process begins.
Edge gates are further split into two sub-branches called the Fan and Tab gates.
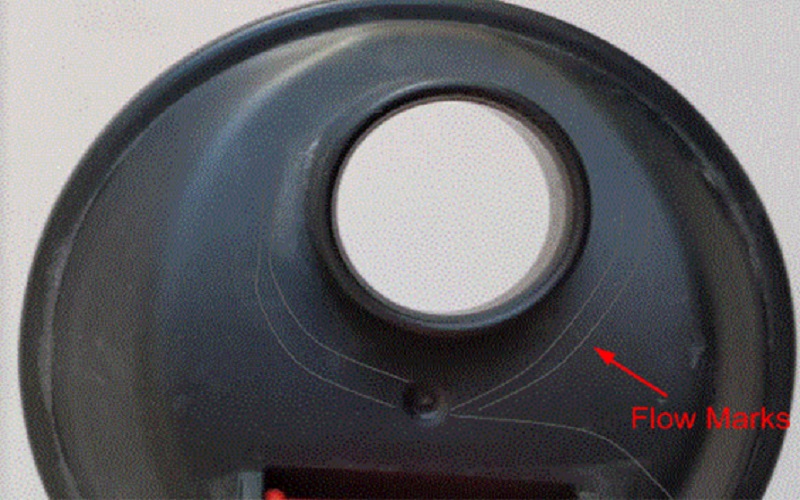
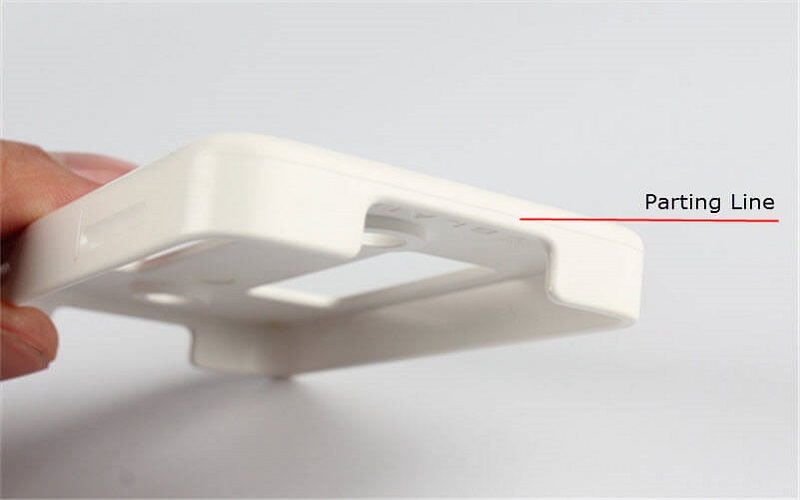
Also called the tunnel gate, this is a type of injection molding gate that is machined just below the parting line to make room for the automatic trimming once the ejection process begins. This is to limit the damage that ejection causes to the molded part. It is an ideal gate style that is used for making small-sized items and those that are of a high cavitation nature. It is also the best option for manufacturers looking for a gate that trims parts automatically.
The only limitations to using tunnel gates are the fact that the cross-sectional area is not that accommodating and that when large parts are made using this process, the final product will end up having cracks due to shearing.
The cashew gate has a similar mould design to the tunnel gate. It also comes machined just below the parting line, and there’s automatic sharing during ejection, but in this case, the materials are injected from behind or below to fill up the space. They are also designed for making smaller items, just like the tunnel gate.
The limitation associated with this gate is that for you to remove the gate during the ejection process, you are forced to pull out the plastic from around the arc. This increases the chances of the finished part breaking off. This forces other removable insertions to be added to protect the final model from being destroyed.
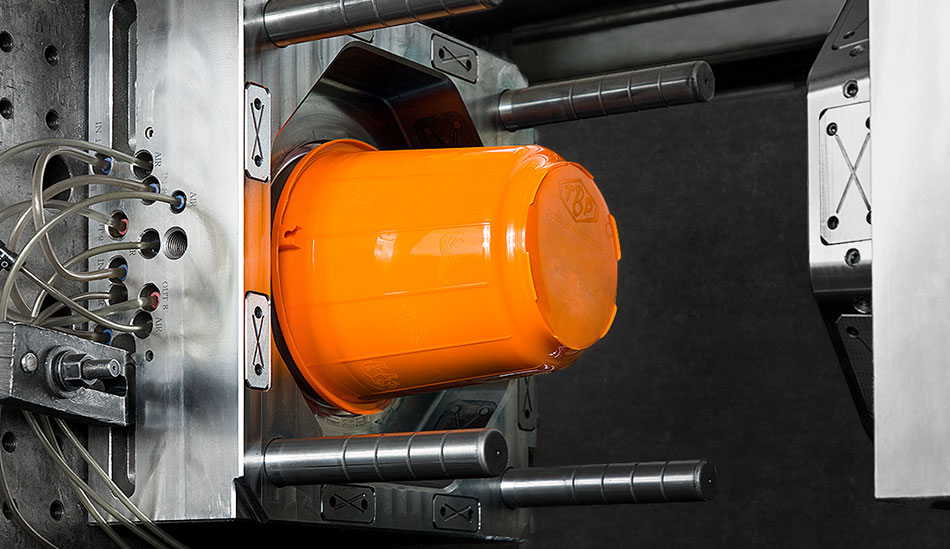
Diaphragm gates are mainly used when the designed part has a large and an open diameter in its middle section to promote an even plastic flow. This uniformed flow ensures that the cooling doesn’t suffer from part shrinks leading to a consistent texture. The size of the gate allows for the easy insertion of larger molten materials into the cavity, making it an ideal process for making larger parts.
Most of the products made from this process are open-ended cylindrical parts, but that comes with a design limitation which leads to unnecessary amounts of the product getting sheared accidentally if caution is not exercised. This can lead to permanent deformities, making the final products unusable.
Also called the Hot Runner, this is a gate through which the main part of the molten material is injected directly into the cauldron for the injection process. The pressure here is held at a constant rate until the cooling process is complete. The biggest advantage to having this ate as opposed to the rest is that the lack of a runner leading up to the ate leaves more space for the molten material spread evenly around, specialized and this makes it even easier for the cooling process to take place unhindered. You will experience fewer defects when dealing with a thermal gate compared to most of the other processes.
This is a specialised gate that comes with better controls besides the normal gate. You get extra valves that add another level of control that makes it easy to get exact amounts of molten materials into the crucible. The valves are usually designed in the form of movable pins inside the hot runner tips that can be moved up and down to allow molten material into the crate at controlled speeds.
When the valve is set back, the molten material flows into the crate freely. When the pin is set to forward, the store entry point is shut down completely. This gives the user the ultimate control that’s better and more refined than the other gates. It can therefore be used for larger gate sizes for large molded parts.
Each of the six injection molding gate types has its own strength and is designed for a specific function. At the same time, just like any other mechanical system, they are not without their own limitations. The following are some of the drawbacks you should expect to experience when dealing with injection molding gates. And take these into consideration when finding plastic injection molding service.
Injection molding gates are an important part of the injection process and should be given priority when designing molding machines. There are countless other types out there that are modified to meet some certain demands, and you can check them out to see if they can fit your bill. For more information on injection molding, check out our website at your own time.
Please contact us using the form below or emailing (harry@fowmould.com)