Hot runner injection molding technology is a significant innovation in modern injection molding processes, utilizing integrated heated channels and nozzle systems to deliver molten plastic into mold cavities with precision and efficiency.
Leveraging its unique advantages in high-precision and high-efficiency production, hot runner technology has become a cornerstone of injection molding in industries such as household appliances, automotive, and medical devices, providing reliable solutions for contemporary industrial manufacturing.
This article will comprehensively explore the principles, types, advantages, and applications of hot runner injection molding, delving into its differences from traditional cold runner systems. It aims to provide theoretical insights and practical guidance for injection molding manufacturers in selecting the appropriate molding process.
What Is Hot Runner Injection Molding?
A hot runner is an injection molding system that utilizes a manifold as the heating element. It was first manufactured and commercialized by Mold-Masters Ltd in 1963.
Hot runners eliminate the cold sprue or cold runner mold and inject the molten plastic directly into the part cavity during the plastic injection molding process.
Due to the presence of heating rods and heating rings near or at the center of the runner, the entire runner from the injection machine nozzle outlet to the gate is kept at a high temperature, allowing the plastic within to stay molten.
After a shutdown, it is generally unnecessary to open the runner to remove solidified material; instead, simply reheating the runner to the required temperature is sufficient to resume operations.
Therefore, the hot runner process is sometimes referred to as a hot manifold system or as runnerless molding.
How Hot Runner Systems Work?
Hot runner systems operate by precisely controlling the temperature of molten plastic to maintain its optimal flow state within the runner system, ensuring efficient and high-quality injection molding.
The system is equipped with heating elements, such as heating coils or rods, strategically placed around the runners.
Integrated temperature sensors continuously monitor the plastic melt’s temperature in real time, automatically adjusting the heating power to maintain a stable range, typically between 200°C and 300°C, based on preset parameters.
Molten plastic, heated and melted in the injection molding machine’s barrel, is injected into the hot runner system under controlled pressure and speed.
The system’s design ensures uniform distribution of the melt across multiple branch runners, delivering it smoothly to the mold cavities. The runners feature polished, low-friction surfaces to minimize flow resistance, enabling rapid and consistent cavity filling.
Injection pressure from the machine is transmitted through the hot runner system to the mold cavities. Thoughtfully designed runner parameters—such as diameter, length, and bend radius—ensure even pressure distribution, preventing defects like incomplete filling or excessive pressure.
Types of Hot Runner Systems
Hot runner systems are primarily divided into two types: fully hot runners (insulated runners) and semi-hot runners (miniature semi-hot runners).
Fully hot runner systems feature a complex design but deliver superior performance and extremely low maintenance costs, making them ideal for high-precision and high-quality production applications.
In contrast, semi-hot runner systems simplify structural design, offering excellent stability, reliability, and low failure rates. Their straightforward design also results in lower maintenance costs, providing greater assurance for production stability.
Hot runner can be categorized into two main types based on structure and application: open gate and valve gate.
Open Gate Hot Runner
The open gate design is simple and primarily used in semi-hot runner systems, but it is not suitable for fully hot runners. Fully hot runners face stricter material limitations, and their nozzles directly contact the product surface, which can lead to issues like stringing or leakage, resulting in poor surface quality. Semi-hot runner nozzles, however, only interface with small runners and not the product itself, making open gate hot nozzles a viable and convenient option for specific production needs.Valve Gate Hot Runner
Valve gate hot runners significantly reduce material waste, producing parts with aesthetically pleasing surfaces, dense internal structures, and high strength. Based on the injection principle, valve gate hot runners are divided into two categories: cylinder-driven and spring-driven.Cylinder-Driven: These systems rely on controllers and timing controllers to drive cylinders that control the opening and closing of the valve, resulting in a relatively complex structure but a straightforward design concept, suitable for high-precision production.
Spring-Driven: These systems utilize a balance between spring force and injection pressure to control the valve’s opening and closing. They are easy to assemble, adjust, and maintain, with lower mold precision requirements, making them widely used in applications such as household appliances, automotive trim, and precision multi-cavity molds.
In summary, fully hot runners and semi-hot runners each offer distinct advantages, while the choice between open gate and valve gate hot runners further accommodates diverse production requirements, providing efficient and cost-effective solutions for injection molding.
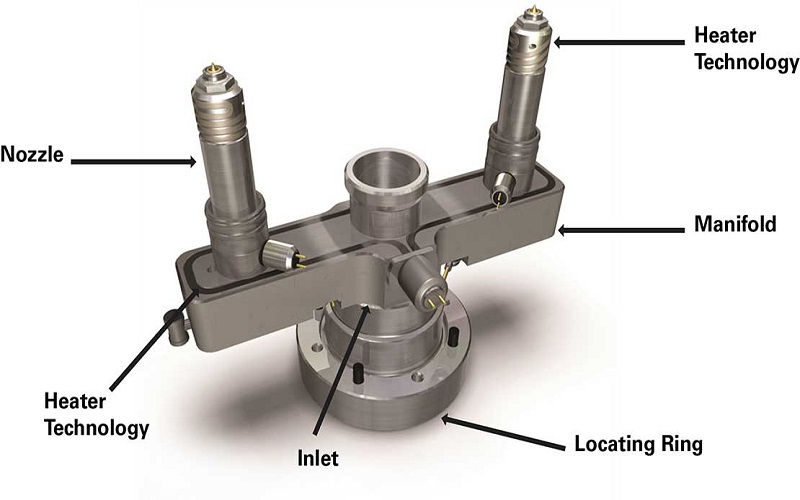
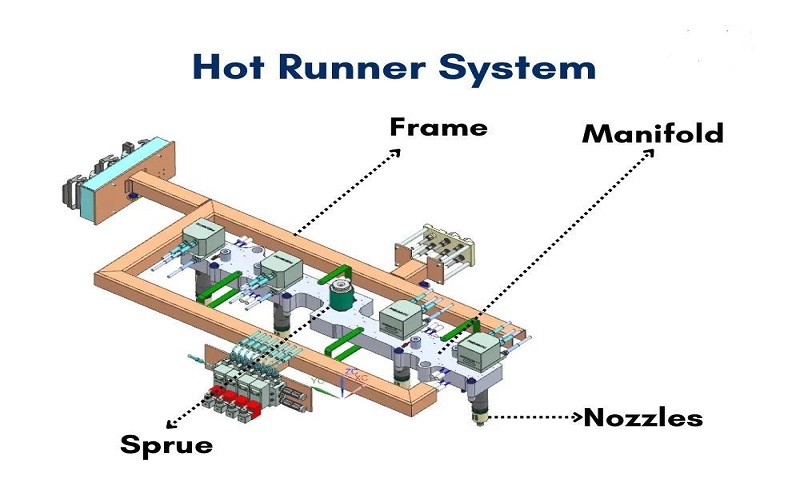
Key Components of Hot Runner Systems
A hot runner system is a molten plastic conveying unit used within an injection mold. In other words, a hot runner system consists of heated components (generally via electricity) used inside the plastic injection molds, which brings the molten plastic from the barrel of an injection molding machine.
Each molded part is designed to work in harmony to maintain the plastic in a molten state and ensure that molten plastic flows smoothly and efficiently during the plastic injection molding process.
Hot Nozzles
Hot nozzles are critical components of a hot runner system, and they come in two main types: open nozzles and valve gate nozzles. The choice of nozzle type directly impacts the selection and design of the hot runner system.
Open nozzles are straightforward in design and are used for less complex applications, while valve gates nozzles offer precise control over the injection points, making them suitable for more demanding applications.
The heated manifold ensures that the plastic waste remains molten material as it travels through the system, reducing waste and improving efficiency.
Manifolds
Manifolds are used in multi-cavity molds or when multiple injection points are required in manifold systems, serving as an essential entry point for the distribution of materials.
Typically made from materials like P20 or H13, manifolds can be standard or custom-designed based on the distribution of cavities and the arrangement of nozzles and gates.
The selection of the manifold type is crucial for achieving optimal flow distribution and maintaining the quality of the molded parts.
Temperature controllers
Temperature controllers are essential for maintaining precise temperature control within the hot runner system. They consist of the main unit, cables, connectors, and various plugs.
These controllers ensure that the plastic remains at the optimal processing temperature, preventing issues like material degradation or inconsistent flow, which can affect the quality of the final product.
Accessories
Accessories in hot runner systems include:
Heaters
Thermocouples
Seals
Connectors
Junction boxes
Each of these components plays a vital role in ensuring the smooth operation of the hot runner system. Heaters and thermocouples maintain the necessary temperatures, while seals and connectors ensure that the system remains leak-proof and efficient.
Advantages Of Hot Runner Injection Molding
Hot runner injection molding offers several significant advantages over traditional cold runner systems, making it easy for readers to understand their significance in the manufacturing process. Below are the key benefits:
Faster Cycle Times
Since there’s no need to cool and remove runners, cycle times are shorter. This increases production efficiency, allowing for higher output in less time, ideal for large-scale manufacturing.
Improved Part Quality
Precise temperature and flow control (especially with valve gate systems) ensures consistent filling, reducing defects like sink marks, warpage, or flow lines. Hot runners also produce parts with better surface finish and dimensional accuracy.
Enhanced Design Flexibility
Hot runners support complex, multi-cavity molds and intricate part geometries. They allow for precise gate placement, enabling the production of detailed or thin-walled components without compromising quality.
Reduced Material Waste
Hot runner systems keep the plastic molten in the runners, eliminating the need to eject and discard solidified runners. This significantly reduces material waste, especially beneficial for expensive resins or high-volume production.
Limitations Of Hot Runner Injection Molding
Despite their many advantages, hot runner molds have some limitations, including cold runner limitations, that users need to be aware of.
These include higher initial cost, stringent precision requirements, and complex maintenance procedures.
The cost of hot runner components can significantly increase the overall mold cost, making it less economical for low-volume production.
Additionally, the integration and alignment of hot runner systems with molds require high-precision equipment and expertise. Maintenance and operation can be more complex compared to cold runner molds, requiring a longer learning curve for new users.
Hot Runner Mold Design Procedure
Designing a hot runner mold involves several critical steps. First, the location of the feed point is determined based on the structure and requirements of the plastic part.
The feed point can be placed anywhere on the part, provided it does not interfere with the molding structure.
Next, the type of molding machine nozzle head is selected based on the material and usage characteristics of the part. The production volume and tonnage of the injection equipment also influence the number of cavities per mold.
Once these factors are determined, the mold structure dimensions are finalized. The thickness dimensions of the mold base and inserts are chosen to fit the standard length series of nozzles.
The shape of the hot runner fixing plate and mold plate is then determined, with provisions for power lines and sufficient cooling loops designed around the hot runner plate, nozzles, and nozzle heads.
Finally, the design drawings for the hot runner system mold are completed.
Application Of Hot Runner Molding
Hot runner molds find applications in a wide range of industries, including electronics, automotive, medical, consumer goods, toys, packaging, construction, and office equipment.
Each industry benefits from the efficiency and quality improvements offered by hot runner technology.
Automotive
In the automotive industry, hot runner injection molding is used to produce various precision components such as:
dashboards
lighting parts
intake manifolds
under-the-hood components
door handles
bumper systems
These parts require high precision and durability, and hot runner molding meets these demands effectively.
Medical
In the medical industry, hot runner injection molding is used to manufacture:
Surgical tools
Drug delivery systems like inhalers and insulin pens
MRI and X-ray machine casings
Orthopedic implants
Stents
This technology ensures high-quality plastic parts that meet the precision and sterility requirements of the medical field in the plastics industry through plastic injection.
Consumer Electronics
Hot runner injection molding is crucial in the manufacturing of consumer electronics such as:
smartphone cases
laptop keyboards
television frames
remote controls
These products demand high precision and durability, and hot runner molding ensures that the intricate details and consistency required are met.
Packaging
The packaging industry also extensively uses hot runner injection molding for producing injection-molded bottle caps for beverages and pharmaceuticals, food containers, cosmetic packaging, and pharmaceutical packaging. This technology offers high-precision packaging solutions that meet diverse product requirements.
Hot Runner vs Cold Runner Molds
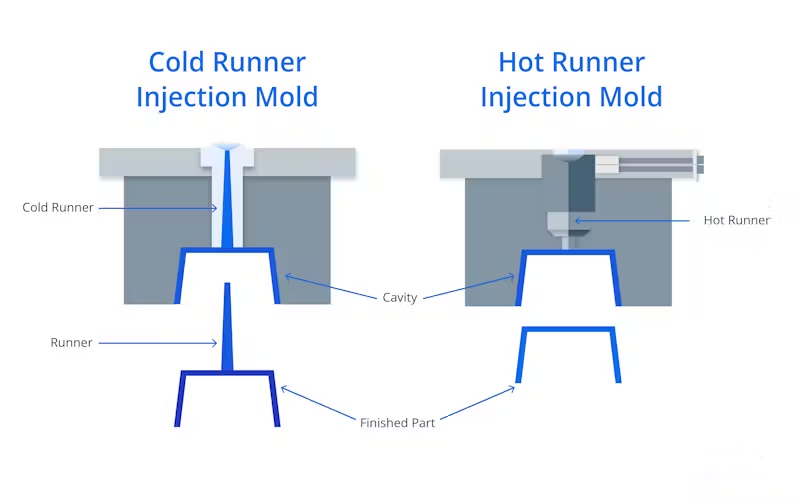
Hot runner and cold runner molds represent two different approaches in the injection molding process, each with its unique characteristics and applications. The hot-runner-vs-cold-runner-mold debate often centers around efficiency, cost, and production needs.
Hot runner molds use a heated manifold system that keeps the plastic in a molten state as it flows through the runner system. This system eliminates the need for a traditional runner, which means there is no excess plastic to trim or recycle, reducing material waste.
Cold runner molds, on the other hand, use unheated channels to guide molten plastic into the mold cavities. Once the molten plastic enters the mold, the runner solidifies and is ejected with the part, often requiring additional trimming or recycling.
The choice between hot runner and cold runner molds largely depends on the production requirements and budget constraints.
Hot runners are ideal for mass production and applications demanding high precision and minimal waste, while cold runners offer a cost-effective solution for smaller production runs or when working with a diverse range of materials.
Ultimately, understanding the specific needs of the manufacturing techniques will guide the selection of the appropriate runner system in the hot-runner-vs-cold-runner-mold discussion.
Key Differences Between Hot Runner & Cold Runner Molds | ||
Aspect | Hot Runner | Cold Runner |
Runner State | Plastic remains molten in heated runners | Plastic solidifies in unheated runners, forming sprues and runners. |
Material Waste | Minimal waste, as runners are reused in each cycle | Higher waste, as solidified runners are ejected and often discarded |
Cycle Time | Faster cycles due to no runner cooling/removal | Slower cycles, as runners cool with the part and require ejection |
Cost | Higher initial cost (complex system, heating components) | Lower initial cost (simpler design, no heating system) |
Maintenance | Requires regular maintenance of heating elements and temperature controls | Less maintenance, but runner cleaning may be needed |
Part Quality | Consistent quality, better surface finish (especially with valve gates) | Potential for defects like sink marks or flow lines if not optimized |
Mold Complexity | More complex due to manifold, nozzles, and temperature control systems | Simpler design with basic runner channels |
Selecting The Right Hot Runner System
Selecting the right hot runner system involves several technical considerations. Understanding the technical knowledge related to hot runners helps in making informed decisions, ensuring smooth injection molding production, and improving product quality.
Correct Selection of Hot Runner Product Series
Hot runner suppliers often classify their components into product series based on the size and weight of the processed plastic parts. Choosing the correct product series is essential, as a wrong choice can lead to significant issues during mold processing or production.
Injection Pressure Loss in Hot Runner Systems
In hot runner molds, the design requirements often result in increased melt flow distances for the molten plastic, leading to significant injection pressure losses.
For materials with poor flow properties, such as PC and POM, or for large, heavy parts, using CAE software like MoldCAE for flow analysis is crucial to ensure successful injection molding.
Standard and Non-Standard Hot Runner Systems
Standard hot runner systems should be chosen whenever possible, as they offer lower costs, shorter delivery times, and interchangeable parts. Non-standard systems, while sometimes necessary, can be more expensive and harder to maintain. Additionally, standard hot runner systems serve as a cost effective option.
Selection of Mold Cavity Number and Layout
When designing hot runner molds, the number of multiple cavities should be chosen to maximize production efficiency while ensuring flow balance. Selecting cavity numbers that naturally balance flow, such as 16 instead of 15, can eliminate design errors and improve mold performance.
Minimum Cavity Distance Limitations
For molds producing small parts, the cavity distance is often minimized to create a compact design with more cavities. However, the minimum cavity distance is limited by the minimum allowable distance between hot runner components like nozzles.
Types of Processed Plastics
The type of plastic materials being processed is a critical factor in selecting a hot runner system. For glass-reinforced plastics, durable gate inserts should be used. For heat-sensitive plastics like PVC, systems with smooth flow paths and no dead spots are essential.
Summary
Hot runner injection molding is a transformative technology in the plastics industry, offering numerous advantages such as reduced cycle times, improved part quality, and extensive customization options.
By maintaining plastic in a molten state throughout the injection process, hot runner systems eliminate the need for cold runners, resulting in more efficient and cost-effective production.
However, there are also limitations to consider, including higher initial costs, precision manufacturing requirements, and complex maintenance procedures.
Understanding these factors helps in making informed decisions when selecting and implementing hot runner systems. By following the design procedures and considering the specific requirements of the application, manufacturers can optimize their use of hot runner technology to achieve superior results.