In the modern field of plastic processing, gas assist injection molding technology, as an innovative enhanced injection molding process, is increasingly valued by the manufacturing industry.
Gas assist injection molding is a low pressure process that involves injecting pressurized nitrogen gas into the mold’s interior during the molding process.
By introducing low-pressure inert gas into the conventional injection molding process, gas assist injection molding not only effectively reduces material usage to achieve lightweight parts but also significantly improves product surface quality and structural strength.
This article will delve into the principles, advantages, applications, and design considerations of gas assist injection molding to help readers gain a comprehensive understanding of this advanced technology.
What Is Gas Assisted Injection Molding?
Gas assist injection molding is an advanced manufacturing technique that enhances the conventional plastic injection molding process by introducing pressurized gas(usually nitrogen) is used in place of pack pressure from the molding machine.
This gas displaces molten plastic within the mold, forming hollow sections inside the part. The process reduces material usage and part weight while maintaining structural strength and improving surface finish quality.
Unlike standard injection molding, which fills the entire mold cavity with molten plastic, gas assist injection molding injects molten resin partially before introducing the gas pressure.
This gas pressure then forces the molten plastic against the mold walls, ensuring uniform pressure throughout the mold cavity during the entire cooling phase. The result is a molded part with superior dimensional stability, reduced sink marks, and minimize secondary operations.
It allows multiple parts with differing wall thicknesses to be molded as a single piece, reducing the need for secondary assembly processes. Additionally, the process supports weight reduction by forming hollow parts without compromising strength.
With its unique process advantages, gas assist molding is widely applied in the production of thick-walled plastic products such as automotive bumpers, steering wheels, and television housings.
It is especially suitable for manufacturing plastic parts with complex structures, uneven wall thicknesses, and high surface quality requirements.

How Does Gas Assist Work?
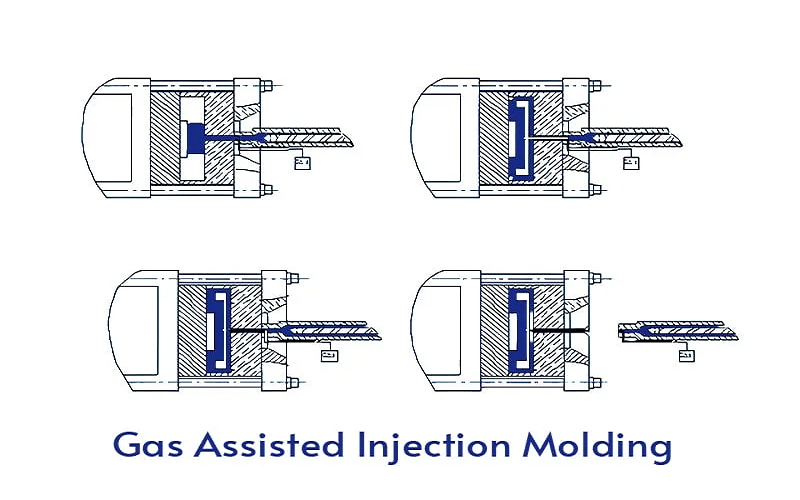
The gas assist process is introduced at the finish of the mold filling stage while the resin is still liquid. It mainly consists of several key steps: injection of molten resin, gas injection, gas holding pressure, gas recovery, and part ejection.
First, molten resin is injected into the mold cavity through the gate. Then, inert gas at a certain pressure is injected, using the gas flow and gas pressure to push the resin to fill all parts of the mold cavity, forming hollow cross-sections inside the plastic part.
During the gas holding pressure stage, the gas pressure maintains force, pressing the plastic tightly against the mold while the cooling channels efficiently remove heat to solidify the part.
The introduction of gas pressure aids in mold filling, providing uniform pressure throughout the part that lasts through the cooling stage.
After cooling stage is complete, the gas is recovered before the mold opens, and then the part is ejected.
Types Of Gas-assisted Injection Molding
Gas assist injection molding primarily includes two types: internal gas assist molding and external gas assist molding.
Each type offers unique advantages depending on the design requirements and desired part characteristics.
Internal Gas Assist Molding
Internal gas assist molding involves injecting pressurized nitrogen gas directly into the molten plastic inside the mold cavity. The gas displaces the molten resin from the thicker sections, creating hollow channels within the part’s interior.
This method is ideal for producing lightweight parts with complex geometries and varying wall thicknesses, such as automotive panels, handles, and enclosures.
The internal gas pressure helps reduce molded-in stress and internal stress, minimizes sink marks, and provides uniform pressure throughout the cooling stage, resulting in superior dimensional stability and surface finish.
External Gas Assist Molding
External gas assist molding differs by injecting gas between the mold surface and the back of the molten plastic part, typically the backside.
This creates a thin gas layer that forces the molten resin tightly against the mold cavity walls, enhancing surface replication and improving cosmetic quality.
External gas assist is especially beneficial for large flat panels and parts requiring superior surface aesthetics and tight dimensional tolerances. This process reduces mold wear extending tool life and lowers clamping force required, contributing to cost benefits in manufacturing.
Both internal and external gas assist injection molding utilize gas channels strategically designed within the mold to control gas penetration and flow.
Proper mold design, including gas channel layout and cooling channels, is critical to achieving consistent part quality and minimizing defects .

Advantages of Gas Assisted Injection Molding
Gas assist injection molding technology offers many significant advantages, making it highly favored in the modern plastic manufacturing industry.
Saving Material and Lightweight Part Design
Firstly, this process can significantly reduce material usage by creating hollow structures inside parts, achieving lightweight designs that lower materials costs and minimize material waste.
Enhanced Dimensional Stability and Structural Strength
Secondly, the gas pressure maintains uniform distribution throughout the entire cooling phase, effectively reducing part shrinkage and deformation, thereby enhancing dimensional stability and structural strength.
Attractive Finished Surface and Reduced Secondary Operations
Additionally, gas assist injection molding reduces common issues such as sink marks and stress concentration found in straight injection molding, improving surface quality and allows multiple parts to be combined into one, reducing the need for secondary assembly processes, even if the parts have different wall thicknesses.
Support for Complex Designs and Improved Production Efficiency
One of the greatest benefits is the ability to produce complex parts with varying wall thicknesses in a single molding cycle, eliminating the need for multi-part assemblies.
A more rapid cooling period helps to reduce cycle time which in turn lowers manufacturing expense per part.
Extended Tool Life and Less Machine Time
Finally, gas assist injection molding requires a lower clamping force, which helps reduce equipment wear, extend mold life, and shorten cycle times.
In summary, gas assist injection molding not only improves product performance but also brings significant economic benefits, making it an ideal choice for manufacturing complex plastic parts.

Disadvantages Of Gas Assist Injection Molding
Despite its many advantages, gas assist injection molding also comes with certain disadvantages that manufacturers should consider.
Firstly, the process requires specialized equipment and skilled operators to precisely control gas pressure and timing, increasing initial setup costs and complexity.
Secondly, gas assist injection molding is more complex and more expensive to set up than ordinary injection molding, requiring precise tracking and management of gas variables.
Additionally, maintaining consistent wall thickness can be challenging during gas-assisted injection molding, as uneven gas flow may cause defects such as gas fingering or incomplete cavity filling.
Manufacturers face these challenges in ensuring uniform wall thickness, which is critical to producing high-quality parts without weak spots or dimensional inconsistencies.
Complex part geometries can complicate the gas-assisted injection molding process, leading to uneven cooling rates and potential distortion.
Finally, the increased process complexity may result in longer development times and higher tooling costs, which can be a barrier for low-volume production runs.
Therefore, careful consideration and expert design are essential to fully leverage the benefits of gas assist injection molding while minimizing its drawbacks.

Design Considerations For Gas Assist Molding Process
In the gas assist injection molding process, reasonable design is crucial to ensuring product quality and process stability.
First, the layout of the gas channels must be scientifically and reasonably designed, usually based on the gate location and the flow direction of the molten plastic, to ensure that the gas can enter the mold cavity evenly and avoid defects such as gas fingering.
Second, the control of mold temperature and melt temperature significantly affects the effectiveness of gas assist injection molding. Proper mold temperature helps the uniform flow and cooling of the plastic melt, ensuring dimensional stability and surface quality of the molded parts.
The melt temperature should be adjusted according to the characteristics of the thermoplastic material used to ensure the material’s flowability and effective gas penetration.
In addition, precise control of gas pressure and injection timing is a key factor. Excessively high or low gas pressure will affect cavity formation and the mechanical properties of the product, while the timing of gas injection must closely coordinate with the injection stage of the molten plastic to ensure the gas enters the mold cavity at the appropriate moment, effectively displacing the plastic.
Finally, material selection must also be comprehensively considered. Gas assist injection molding is suitable for various thermoplastic materials, including polypropylene (PP), polycarbonate (PC), and ABS.
The melt flow rate, thermal stability, and mechanical properties of the material all influence the molding effect and product performance of gas assist injection molding.
In summary, the successful implementation of gas assist injection molding depends on the comprehensive optimization of mold design, process parameters, and material properties.
Only by fully considering these factors can high-quality, lightweight, and efficient production be achieved.
Parameter Name | Recommended Value |
|---|---|
Gas Pressure | 2 – 10 MPa |
Mold Temperature | 40 – 80 ℃ |
Melt Temperature | 200 – 300 ℃ |
Cooling Time | 10 – 60 seconds |
Injection Speed | Medium to High Speed |
Typical Applications Of Gas Assist Injection Molded Parts
Gas assist injection molding is widely applied across various industries due to its ability to produce lightweight, strong, and aesthetically pleasing plastic parts with complex geometries. Some of the most common applications include:
Automotive Industry
In automotive manufacturing, gas assist injection molding is extensively used to create components such as interior door panels, handles, steering wheels, and dashboard parts.
Consumer Electronics
The process is ideal for producing housings and enclosures for electronic devices, where precise dimensional stability and superior surface finish are crucial.
Appliances and Furniture
Large panels, enclosures, and rod shaped parts used in household appliances and furniture are often manufactured using gas assist injection molding.
Medical Devices
Certain medical device components that require lightweight yet strong plastic parts with high cosmetic standards also leverage gas assist molding.
Industrial Equipment
Handles, covers, and other structural parts for industrial machinery benefit from gas assist injection molding’s design flexibility and weight reduction.
Overall, gas assist injection molding’s versatility makes it a preferred choice for producing large, complex, and lightweight plastic parts across a broad range of applications.

Conclusion
In summary, gas assist injection molding is an advanced and efficient manufacturing method that reduces material usage and part weight while enhancing structural strength and surface quality.
By introducing pressurized gas during the molding process, this technique can produce complex lightweight parts with higher dimensional stability and fewer defects.
Although the initial setup is more complex, its advantages in cost savings, design flexibility, and extended mold life make it an ideal choice for injection molding manufacturers.