






Share :
Share :
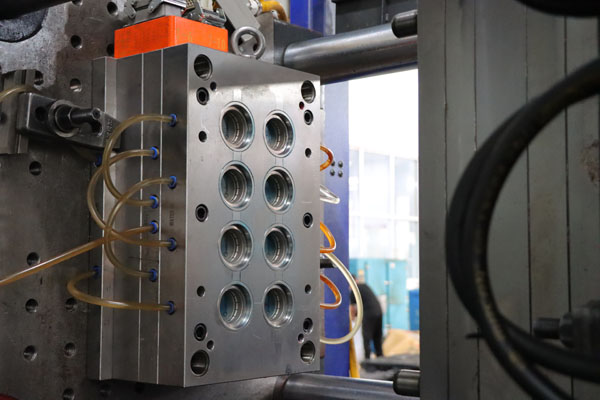
Screw mould are mainly used for assembly between products, and are divided into internal screw mould and external screw mould. Internal screw mould require oil motor structure, external screw use slider structure, and there is also an insert mould, which is make the metal screw into plastic products.
The internal screw mould requires an oil motor to rotate the core of the mold, and the product is separated from the mold by the rotation, which results in a longer production cycle time than other normal moulds.
If a product has both internal and external screw, the structure of the mold is much more complicated. The internal screw require the oil motor to rotate and release the mold, while the external screw require the slider structure, which not only increases the production cycle time, but also makes the mold much larger than the conventional mold, and the mold cost is much higher.
The insert mould is to fix the metal screw part on the injection mold, and after the mold is closed for injection, when the product comes off from the mold, the metal screw will be fixed on the plastic product, the purpose of this is to make the screw more firmly fixed on the plastic product, and the insert mold can fix more than one metal screw at the same time, it is cheaper than the screw mould in terms of mold cost, but the product cost is more expensive.
Only high speed and high precision milling can meet the processing requirements. Before processing, we need to do laser tool setting calibration, and after processing, we will do laser tool setting calibration again to check the wear of the tool, and the wear degree is less than 0.0025mm.
There are more parts to be machined in a screw mould, and it will take longer to check the operation of the mould after it is completely made. If the screw part can be rotated synchronously without jamming, it means the screw mould is works well. If there is no rotation or the rotation is not on the same step, the oil motor needs to be readjusted.
The processing requirements of the screw mould are very high. Once the processing tolerance is large, the screw of the injection molding will be difficult to match and will not screw tightly or will not screw.
Secondly, the entrance of the thread should have a slope so that the thread can be easily screwed in.
Finally, the end of the thread should be designed with a snap, so that it will be fixed when screwed to the bottom and will not slip.
As a mold factory with 40 years of experience in making molds, FOW makes more than 80 sets of screw mould every year. We have 7 sets of high-precision CNC machines with a processing tolerance of 0.0025mm and more than 90 sets of various mold processing machines, so we have both processing strength and experience in making screw mould to help customers make better screw moulds.
Please contact us using the form below or emailing (harry@fowmould.com)